
एडाप्टर आस्तीन H31/500 H31/530 H31/560

एडाप्टर आस्तीन सिद्धान्त
एडाप्टर आस्तीनको सिद्धान्तले एक विधिलाई बुझाउँछ जसमा कार्य टुक्रा र आस्तीन बीचको निश्चित खाडललाई मेसिनिङमा उपयुक्त साइजको आस्तीनमा राखेर बनाइन्छ, र आस्तीनको बाहिरी सतहलाई सन्दर्भको रूपमा प्रयोग गरिन्छ। कार्य टुक्रा को आयामी शुद्धता सुनिश्चित गर्नुहोस्।
एडेप्टर आस्तीन सिद्धान्तको आधारभूत विचार भनेको आस्तीनको बाहिरी सतहलाई सन्दर्भ विमानको रूपमा प्रयोग गर्नु हो कि कामको टुक्राले मेसिनिंगको क्रममा सामग्री विरूपण वा मेसिनिंग त्रुटिहरूको कारणले आयामी विचलनको कारण बनाउँदैन। मेसिनिङ प्रक्रियामा, कामको टुक्रा आस्तीनमा राखिएको छ, र आस्तीनको बाहिरी सतह कटर वा अन्य प्रशोधन उपकरणहरूको सापेक्ष सर्छ, र कार्य टुक्रा र आस्तीन बीच एक निश्चित अंतर बनाइन्छ, ताकि प्रशोधनमा। प्रक्रियामा, कामको टुक्रा आस्तीनको आकार अनुसार स्वचालित रूपमा ट्रिम गरिनेछ, ताकि कार्य टुक्राको प्रशोधनको आयामी शुद्धता सुनिश्चित गर्न।
एडेप्टर आस्तीन को सिद्धान्त को माध्यम बाट, काम टुक्रा को आयामी शुद्धता प्रभावकारी ग्यारेन्टी गर्न सकिन्छ, प्रशोधन दक्षता सुधार गर्न सकिन्छ, र प्रशोधन लागत कम गर्न सकिन्छ। यद्यपि, व्यावहारिक अनुप्रयोगहरूमा, आस्तीनको आकार चयन र प्रशोधन प्रक्रियाको क्रममा थर्मल विकृति जस्ता कारकहरूलाई एडाप्टर आस्तीन सिद्धान्तको प्रभावकारिता सुनिश्चित गर्न विचार गर्न आवश्यक छ। एकै समयमा, विशेष अवस्थामा, आस्तीन को भित्री सतह पनि एडेप्टर आस्तीन सिद्धान्त को आवेदन को लागी एक सन्दर्भ को रूप मा प्रयोग गर्न सकिन्छ।
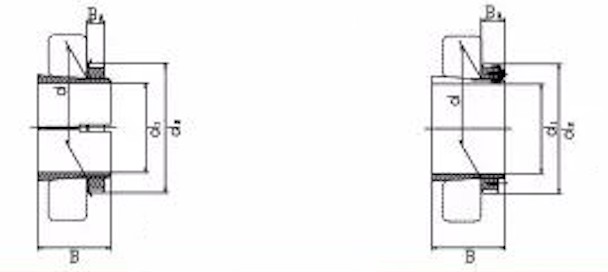
| पदनामहरू | सीमा आयामहरू | उपयुक्त असर(हरू) | wt | |||||
| d | d1 | B | d2 | B3 | गोलाकार रोलर असर | KG | ||
| H31/500 | ५०० | ४७० | ३५६ | ६३० | १०० | 231500K | - | १४५ |
| H31/530 | ५३० | ५०० | ३६४ | ६७० | १०५ | 231/530K | - | १६१ |
| H31/560 | ५६० | ५३० | ३७७ | ७१० | ११० | 231/560K | - | १८५ |
| H31/600 | ६०० | ५६० | ३९९ | ७५० | ११० | 231/600K | - | २३४ |
| H31/630 | ६३० | ६०० | ४२४ | ८०० | १२० | 231/630K | - | २५४ |
| H31/670 | ६७० | ६३० | ४५६ | ८५० | १३१ | 231/670K | - | ३४० |
| H31/710 | ७१० | ६७० | ४६७ | ९०० | १३५ | 231/710K | - | ३९२ |
| H31/750 | ७५० | ७१० | ४९३ | ९५० | १४१ | 231/750K | - | ४५१ |
| H31/800 | ८०० | ७५० | ५०५ | १००० | १४१ | 231.800K | - | ५३५ |
| H31/850 | ८५० | ८०० | ५३६ | १०६० | १४७ | 231/850K | - | ६१६ |
| H31/900 | ९०० | ८५० | ५५७ | ११२० | १५४ | 231900K | - | ६७७ |
| H31/950 | ९५० | ९०० | ५८३ | ११७० | १५४ | २३१/९५० हजार | - | ७३८ |
| H31/1000 | १००० | ९५० | ६०९ | १२४० | १५४ | 231/1000K | - | ८४२ |
| H31/1060 | १०६० | १००० | ६२२ | १३०० | १५४ | 231/1060K | - | ९८४ |




